隨著工業的快速發展,現代高速切削加工和自動化機床對刀具性能及穩定性提出了更高的要求。硬質合金因具備硬度高、耐磨、強度和韌性較好、耐熱、耐腐蝕等優點被廣泛應用于生產刀片(具)中。硬質合金刀片(具)生產工藝復雜,而噴砂工藝生產工藝中至關重要的一道工序,直接影響刀片(具)涂層的附著強度及外觀品相,對硬質合金刀片(具)的使用壽命起決定性作用。
濕式噴砂清理在涂層前可使硬質合金刀片(具)表面均勻粗化,磨料通常采用較粗白剛玉,清理后可得到理想的粗糙度值,還可減小材料表面的殘余壓應力、降低材料表面Co的含量、去除硬質合金刀片(具)刃部的碳化物相,經濕式噴砂預處理后的PVD、CVD沉積的涂層提高了涂層與基體界面的結合力,涂層的耐磨性及刀片(具)的使用壽命有顯著提高,并且改善了涂層刀片(具)的切削性能。
刀片(具)刃口鈍化技術是提高刀具壽命減少刀具消耗的有效措施之一,其經濟性和技術提升至關重要,進一步推動了我國切削加工水平的提高,縮小了與國外刀具切削性能的差距。CVD涂層刀片(具)在涂層前要求對刀具刃口進行鈍化處理,從國外引進的數控機床和生產線所用刀具,其刃口已全部經過鈍化處理。經實踐研究表明,刀具刃口鈍化可有效延長刀具壽命200%或更多,大大降低了刀具成本,給用戶帶來巨大的經濟效益。
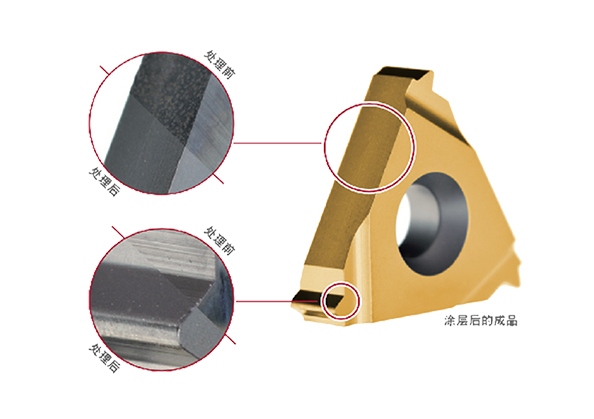
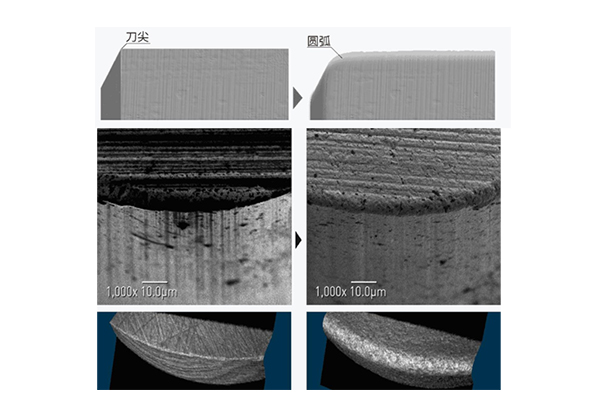
傳統鈍化工藝通常采用普通砂輪或金剛石砂輪刃磨刀片(具)刃口,刃磨后的刃口存在程度不同的微觀缺口,即微小崩刃與鋸口。前者可用肉眼和普通放大鏡觀察到,后者用100倍(帶0.010mm刻線)顯微鏡能夠觀察到其微觀缺口一般在0.01mm~0.05mm,嚴重者高達0.1mm以上。在切削過程中刀具刃口微觀缺口極易擴展,加快了刀具磨損和損壞。
濕式噴砂鈍化清理通常采用較細白剛玉清理,目前已測試成功并已投入使用。濕式噴砂鈍化目的是解決刃磨后刀具刃口微觀缺口的缺陷,使其鋒值減少或消除,有效提高刃口強度、提高刀具壽命和切削過程的穩定性。經鈍化后的刀片(具)可改善涂層的質量、降低刃口鋒值、提高涂層的牢固性和使用壽命。影響刀具切削性能和刀具壽命的有很多因素,除了刀具材料、刀具幾何參數、刀具結構、切削用量優化等。
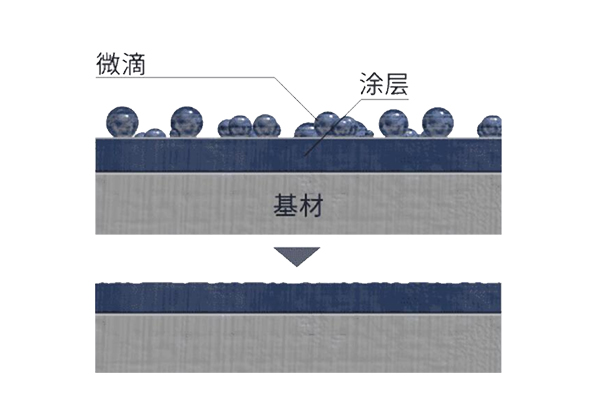
硬質合金刀片(具)涂層后,涂層表面色澤暗淡,品相一般。通過采用濕式噴砂清理,采人用320目的白剛玉清理,使刀片進一步細化了涂層表面,使表面呈現金屬光澤,達到漂亮的光飾效果,提高產品品相。
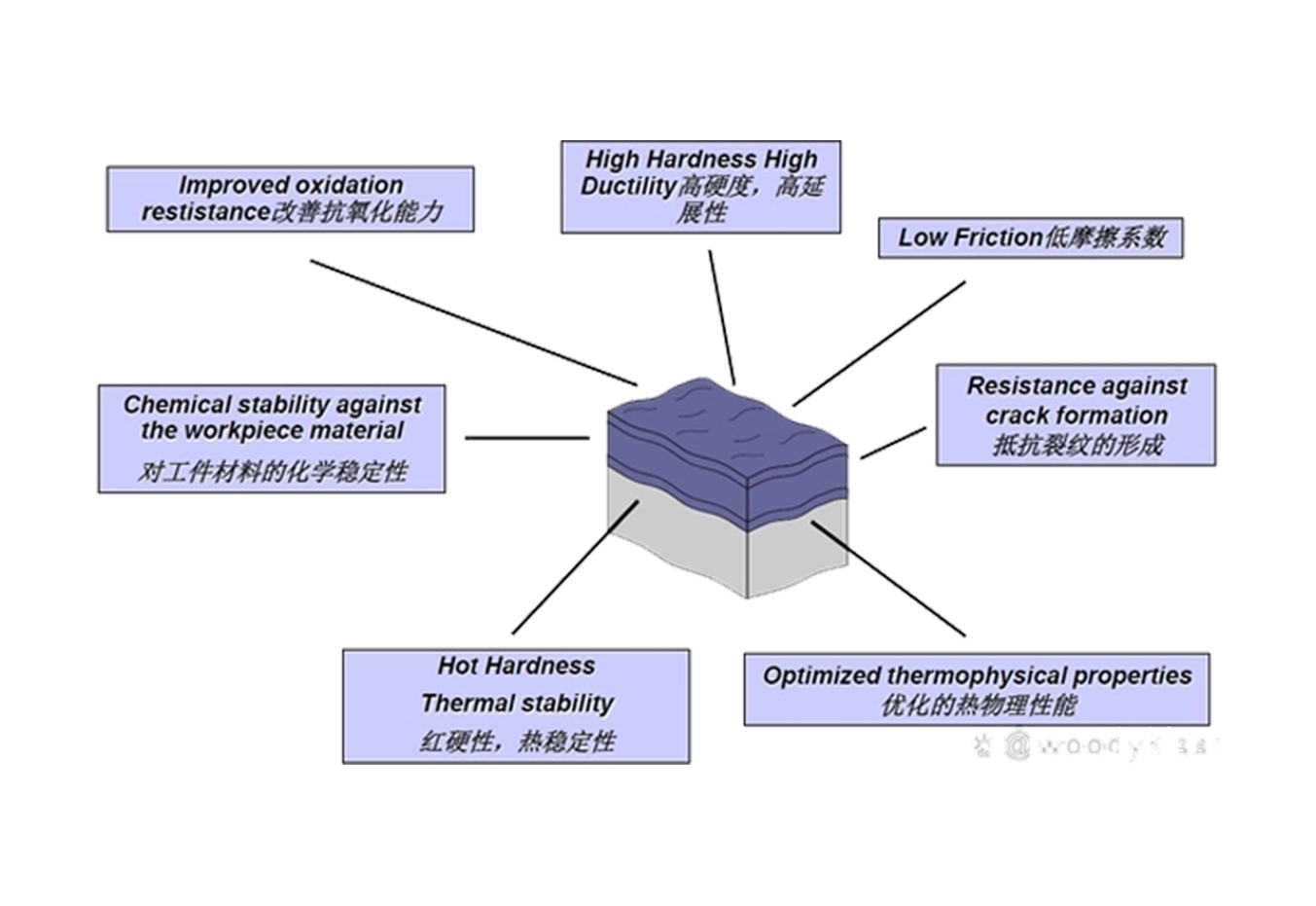
常用的硬質合金或高速鋼涂層是在韌性、強度較好的基體上,采用CVD法或PVD法涂覆一層極薄硬質和耐磨性極高的難熔金屬化合物而得到的刀具材料[2]。根據齒輪加工用高速鋼滾刀、插刀的材料性能及切削技術要求,選用納米復合涂層工藝Tinaloxgold,該涂層材料主要為氮鋁化鈦(TiAIN)、氮化鈦(TiN)等,具有3000HV 的超高微硬度,11000℃的抗氧化溫度納米涂層結構,表面硬度接近于陶瓷,具有光滑的表面,低的摩擦因數;同時還有很好的韌性,適合干濕切削。對涂層有下面幾個方面提出要求:
刀具檢驗:涂層前刀具應檢驗是否有影響涂層效果的刀具缺陷。
脫模:去除刀具表面殘余的涂層及其他附著層。
去毛刺:通過玻璃珠噴射去除刀具因修磨產生的毛刺,避免影響涂層效果。
鈍化:通過金鋼珠噴砂鈍化刀具刃口,增強涂層效果,提高刀具壽命。
清洗:去除表面污物,清洗后烘干處理。
裝載:將刀具裝入涂層工裝中。
涂層:進行刀具涂層處理,該工序在專用密閉設備中通過程序控制自動化操作
刀具廠檢驗:對涂層后的刀具進行100%檢驗。

產品工件

產品工件
產品工件

產品工件